





Üretim Süreci tanıtımı
1.Su Deposu ve Çimento Tankı Prosesi
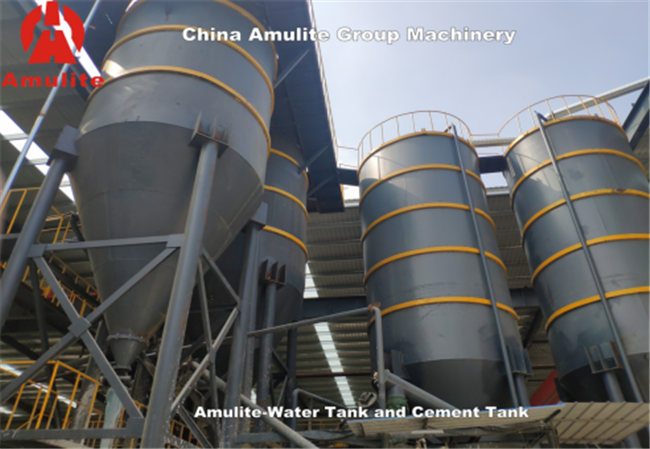
Bir Temiz Su Deposu ve Bir Çamurlu Su Deposu Var; Her iki Su Deposu Gövdesi Karbon Çelikten Kaynaklanmıştır, Çamurlu Su Deposu, Levha Üretim Sürecinden Geri Dönüşüm Suyunu Geri Toplamak İçin Kullanılır, Çamurlu Su Bulamaç Prosesine Karıştırmak İçin Alınır, Temiz Su Deposu Normalde Keçe ve Ağ Kafesinin Temizlenmesi İçin Temiz Su Almak İçin Kullanılır.
2.Kağıt Hamuru Süreci

Kağıt Hamuru Süreci, Kağıt Parçalayıcı Makinesi, Arıtıcı ve Kağıt Hamuru Depolama Tankını İçerir
Kağıt Parçalayıcı Kraft Kağıtları Parçalamak İçin Kullanılır
Kağıt Hamurunu Bulamaç Haline Getirmek ve Kağıt Hamuru Depolama Tankına Pompalamak İçin Kullanılan Arıtıcı.
Kağıt Hamuru Depolama Tankı Kağıt Hamurunu Depolamak İçin Kullanılır.
3. Akışlı Bulamaç Vakumlu Su Dehidrasyon Prosesi

Akışlı Bulamaç Şekillendirme Sayfaları Sistemini veya Sayfa Oluşturma Sistemini Oluşturan Hatschek Tiplerini Seçebilir, Müşterilerin İhtiyacına Göre Özelleştirebiliriz.
İyi Karıştırılmış Bulamaç Akışlı Bulamaç Kutusuna Akış, Daha Sonra Bulamaç Kutusundan Bulamaç Katmanı Oluşturmak İçin Çalışan Keçeye İletin, Vakumlu Dehidrasyon ve Göğüs Silindiri Pres ile Sac Katmanını Oluşturmak, Katmanlar Yuvarlandıktan Sonra Yuvarlak Şekillendirme Levhaları Tambur Silindiri, Daha sonra Otomatik Kesme ile Düz Islak Çarşaflar Oluşturun.
Hava-Su Ayırıcı : Vakum Kutusundan Alınan Buhar Su Karışımını Ayırıp Toplama Kuyusuna Akıtmak ve Havanın Vakum Pompasına Geri Basılmasında Kullanılır.
4.Flow-On Bulamaç Levha Şekillendirme Süreci

Rulo Şekillendirme Levhalarının Şekillendirilmesinden Sonra Otomatik Lazer Konumlandırma ve Kesim ile Islak Levhaların Tüm PC'si Taşıma İşlemine Geçir.
5.Yüksek Basınçlı Su Kesme Sistemi
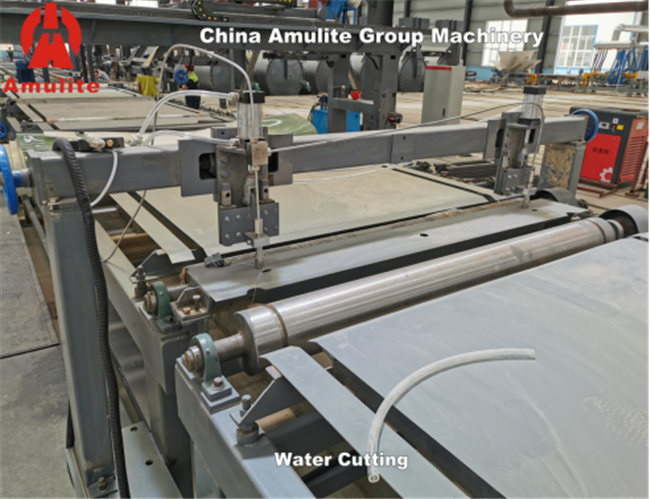
Bu Yüksek Basınçlı Su Kesme Sistemi, Konveyördeki Islak Levhaların Düzenli Kesimini Yapmak İçin Yüksek Basınçlı Su Yapmak İçin İthal Yüksek Basınçlı Su Pompası ile Kendi Patentli Ekipmanımızdır.
6.Islak Levha ve Islak Levha Taşıma İşleminin Oluşturulması

Bu Proses, Kesilmiş Islak Sacın Form Verme Silindirinden Taşınması, Islak Sacların Konumlandırılması ve Otomatik Kenar Kesiminin Yapılması İçin Kullanılır.
7. Otomatik İstifleyici

Aynı Anda İki Sayfa İstiflenebilir.Vantuz, Alıcı Konveyör Makinasından Islak Levhaları ve Araba Üzerindeki Şablonu Başka Bir Çalışma Konumunda Emer ve Sonra Orta Pozisyonda (Yüksek Basınçlı Fanın Vakum Emişi ile) Arabanın Üzerine İstifler.Vantuzun Doğru Hareketi, Hidrolik İtme Çubuğunun İttiği Salıncak Kolundaki Dişli İle Gerçekleştirilir.
PLC Kontrolü, Otomatik Çalışma.
Fonksiyon: Otomatik İstifleyici, Fiber Çimento Levha / Kalsiyum Silikat Levhanın Kaliteli ve Düşük Ürünlerini Sıralamak ve İstiflemek için Kullanılır.
Ürünler Düzenli ve Yüksek Derecede Otomatik Olarak İstiflenir, Bu da Üretim Verimliliğini Etkin Bir Şekilde Artırır.
8. Pres Makinası

Ürünlerin Yoğunluğunu ve Mukavemetini Artırmak İçin Kullanılır,
Standart Basınç: 7000ton, Pres Tablosu Boyutu: 1350 * 2700/3200 mm, Aralık: 1200 mm, Çalışma stroku: 400 mm, Basınç Hızı: 0,05 ~ 0,25 mm/s;
Geri Dönüş Hızı: 15 mm/S
Pres İçi ve Dışı Taşıma Arabası: Bir Adet.
Güç: 27,5kw
9.Araba Çekiş Sistemi

İzin Verilen Yük: 20T
Masa Rayı İç Mesafesi: 750mm
Yürüme Mekanizması:
Redüktör Modeli: fa67-60-y-1.5, I=50
Eşleşen Motor Hızı: 1380r / dak, Güç: 1,5kw
Arabanın Seyir Hızı: 9m/dak
10. Vakum Kalıptan Çıkarma Şablon Makinesi

Kabinin Hareketi ve Vantuzun Yükselişi ve Düşüşü Servo Motor Tarafından Kontrol Edilmektedir.
Kalıptan Çıkarma Şablon makinesi, Arabadaki Şablonu ve Sayfaları Ayırır, Şablon Yağ Fırçalama Makinesine Yağ Fırçalamak İçin Konur ve Sayfalar Diğer Taraf Arabasına İstiflenir.Her 150 mm'lik Sayfa İçin Bir Otoklav Aralama Ara Parçası Ekleyin.
Vantuzun Doğru Hareketi Pnömatik İtme Çubuğunun İttiği Salıncak Kolundaki Dişli İle Gerçekleştirilir.
PLC Kontrolü, Otomatik Çalışma.
11.Otoklav İşlemi
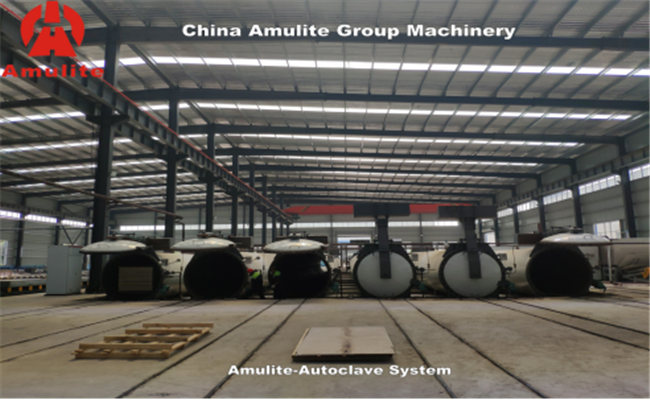
Fiber Çimento Levha / Kalsiyum Silikat Levhanın Özellikleri Nedeniyle Kireç ve Kuvars Kumu Tozu, Yüksek Sıcaklık ve Yüksek Basınç Ortamında Kimyasal Reaksiyona Girmesi Gereken Üretim Sürecinde Ana Hammaddeler Olarak Kullanılır, Tüm Hammaddelerin Karıştırılmasına İzin Verebilir Yeterince İyi Ve Sayfaları Daha İyi Sertlik ve Mukavemet Haline Getirin.
12.Kazan
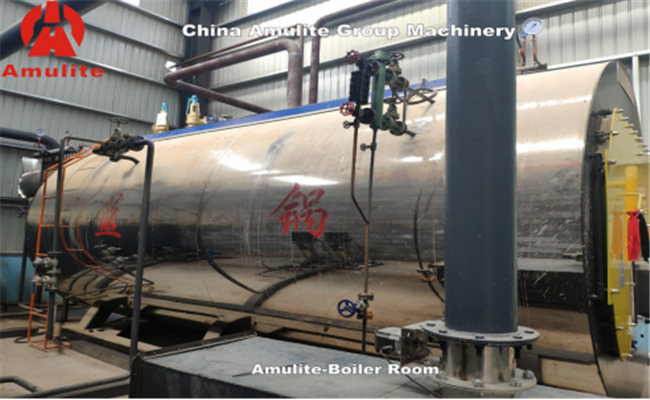
Fiber Çimento Levha / Kalsiyum Silikat Levha Üretim Sürecinde, İşleme İçin Otoklav ve Kurutucu Kullanılır ve
Otoklav ve Kurutucunun Isı Enerjisi Kazandan Karşılanıyor!
13. Kurutucu

Fiber Çimento Levha / Kalsiyum Silikat Levhanın Otoklav Kürlemesinden Sonra Kurutulması İçin Kullanılır, Fiber Çimento Levhanın Nem İçeriği Yaklaşık% 25'tir.Zımparalama, Kenar Düzeltme ve Pahlama Öncesi Nem
İçerik Kurutucu İle %15'in Altına İndirilmelidir.Kurutucu, Yüksek Üretim Verimliliği, Güzel Görünüm, Uygun Bakım ve Kolay Kullanım Avantajlarına Sahiptir.
14. Kenar Düzeltme Sistemi
Gönderim zamanı: Kasım-02-2021