Fabrika yapımı Çin Qt12-15 Yüksek Üretim Çimento Beton Sıcak Satış İçi Boş Katı Uçucu Kül AAC Blok Tuğla Üretim Hattı






Kısa Açıklama:
Ürün ayrıntısı
Ürün etiketleri
"Önce müşteri, önce yüksek kalite"yi aklımızda tutarak, işi müşterilerimizle yakın bir şekilde yapıyoruz ve onlara Fabrika yapımı için verimli ve yetenekli tedarikçiler sağlıyoruz. Çin Qt12-15 Yüksek Üretim Çimento Beton Sıcak Satış İçi Boş Katı Uçucu Kül AAC Blok Tuğla Üretim Hattı , Hem yabancı hem de yerli iş ortaklarımızı içtenlikle karşılıyoruz ve yakın gelecekte sizinle çalışmayı umuyoruz!
"Önce müşteri, önce yüksek kalite" ilkesini aklımızda tutarak, işi müşterilerimizle yakın bir şekilde yapıyor ve onlara verimli ve yetenekli tedarikçiler sağlıyoruz.Blok Makinası, Çin Blok Yapma Makinesi, 9 yılı aşkın tecrübemiz ve deneyimli ekibimizle ürünlerimizi dünyanın her yerindeki birçok ülke ve bölgeye ihraç ettik.Dünyanın her yerinden müşterilerimizi, iş derneklerini ve dostlarımızı bizimle iletişime geçmeye ve karşılıklı yararlar için işbirliği aramaya davet ediyoruz.

AAC Bloğu Nedir?
AAC Bloğu Konsepti: AAC Bloğu, Hava Sürükleyici Ajanlarla (Alüminyum Tozu) Karıştırılmış Ana Hammaddeler Olarak Silisli Malzemelere (Kum, Uçucu Kül, Silika İçeren Malzemeler vb.) Ve Kalkerli Malzemelere (Kireç, Çimento) Dayanmaktadır. ,İşlem Sonrası Hammaddelerin Harmanlanması, Bulamaç Karıştırma, Dökme, Ön Kürleme, Kesme, Otoklav, Kürleme İşlemi ve AAC Blokları Bitmiş Ürünler Üretmek İçin Paketleme; Gazbeton Olarak Adlandırılır, Çünkü Çok Sayıda Düzgün ve Küçük Gözenekler İçerir. Havalandırmalıdır.
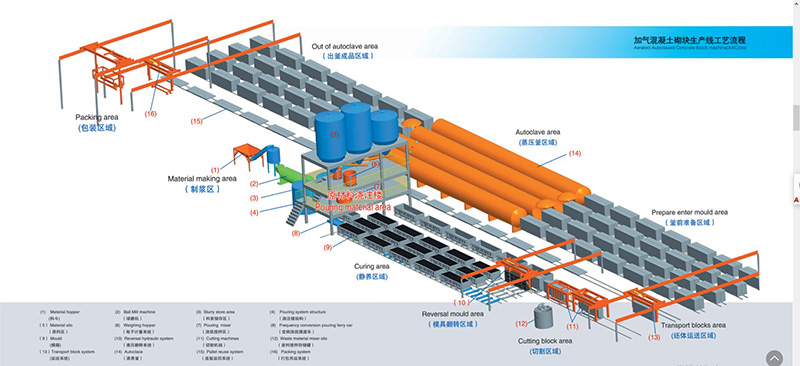
 AAC Blok Ürünleri Üretme Süreci Nedir?
AAC Blok Ürünleri Üretme Süreci Nedir?
1): Tüm Hammadde Ölçümü ve Karışık Bulamaç;
2) : Bulamaç, Karıştırdıktan Sonra Dökme Sistemine Girip Kalıp Kutusuna Dökülür;
3) : Belirli Bir Sıcaklık ve Ön Kürleşme Süresinden Sonra İç Kalıp Kutusu (Panel Takviyesi);
4) :Islak Panel Belli Bir Sertliğe Ulaştıktan Sonra Kalıp Kutusu ve Paneller Devir Vinci Tarafından Kesim Makinasına Çekilecek Ve Devir Vinci Aşağıdaki Fonksiyonu Tamamlayacaktır:
5) : A : Kalıp Kutusunun Havada 90 Derece Döndürülmesidir, (Kalıp Kutusunun Bir Tarafı Otoklav İşlemi Bitinceye Kadar Islak Panel Gövdesine Destek Arabası Plakası Olur),
6) :B : Kalıbı Tamamen Açmak İçin Arabaya Veya Kesme Destek Çerçevesine Kaldırmak; C: Çıkarılan Kalıp Çerçevesi ve Geri Dönüş Otoklav Yan Plakası, Temizlendikten Sonra Bir Kalıp Kutusu Oluşturmak İçin Yeniden Birleştirilir, Yağ Püskürtülür ve Yeniden Dökme;
7) :Islak Panel Gövdesi Kesim Makinesinde Altı Adımda Kesilir: 1:Önce Panel Gövdesinin Her İki Tarafı Dikey Olarak Kesilir;2:Daha Sonra Boyuna ve Yatay Olarak Kesilir;
8) :Sonunda yatay olarak yatay veya bıçakla keser;
9) : Kesilen Panel Gövdesi Yarı Mamul Vincinden Alt Plakayla Birlikte Otoklav Arabasına Kaldırılır;
10) : Daha sonra Yüksek Sıcaklık ve Yüksek Basınçta Kürleme için Otoklavda Gruplandırılır;
11): Kuyu Otoklav Kürlemesinden sonra, Araba Çıkarılacak ve Otoklavdan Çıkacak;
12) : Bitmiş Ürünler, Bitmiş Ürün Barındırma Vinci ile İstiflenir veya Kamyona Yüklenir, İyi Paketlenir;
13) : Otoklav Kürleme Yan Plakası İade Edildi;
Ana Hammadde Giriş Hakkında
AAC Bloğunun Üretimi Hammadde Açısından Zengindir, Özellikle Uçucu Külün Sadece Endüstriyel Atık Kalıntılarını Kapsamlı Olarak Kullanamayan, Çevre Kirliliğini Tedavi Eden ve Tarım Arazilerine Zarar Vermeyen, Aynı zamanda İyi Sosyal ve Ekonomik Faydalar Yaratan Hammadde Olarak Kullanımı, Geleneksel Katı Kil Tuğlalar İçin İyi Bir Alternatiftir. Gelecek Vaat Eden Duvar Ürünleri Hükümet, Emlak Şirketi, İnşaat Ekibi ve Hükümet Tarafından Güçlü Bir Şekilde Karşılanmıştır Vergi Politikası, Çevre Koruma Politikası Desteği Yapmıştır, Geniş Pazar Geliştirme Beklentilerini Öngörebiliriz;
1. Uçucu Kül/Kuvars Kumu
Uçucu Kül/Kuvars Kumu, Gazbeton Blok Ürününün Ana Çekirdek Hammaddesidir ve Gazbetonun Silikon ve Alüminyum Bileşenlerinin Ana Kaynağıdır;
2. Çimento
Çimento Gazbeton Blok Mukavemetinin Ana Kaynağıdır, Gazbeton Blok İçin Ana Kalkerli Malzemeleri Sağlar, Gazbeton Blok Üretimine Uygun Çimento Esas Olarak Çimento Cinsi ve Sınıfına Göre Seçilmelidir; Üretimde, 52.5 Sınıf Sıradan Portland Önce Çimento Seçilmelidir. Genel Olarak Üretim Maliyetini Azaltmak İçin 42.5 Sınıf Adi Portland Çimentosu da Kullanılabilir;
3. Kireç
Kireç ayrıca AAC Bloklarının Üretimi İçin Ana Hammaddelerden Biridir. Ana İşlevi, Etkili Kalsiyum Oksit Sağlamak İçin Çimento ile İşbirliği Yapmaktır, Böylece Silisyum Hidrat Kalsiyum Üretmek İçin Hidrotermal Koşullar Altında Silisli Malzemelerde SIO2 ve Al203 ile Etkileşime Girebilir. Asit. Bu nedenle Kireç, AAC Bloğunun Ana Mukavemet Kaynaklarından Biridir. AAC Bloğu Üretmek İçin Kullanılan Kirecin Etkili Kalsiyum Oksit İçeriği %65'ten, Tercihen %80'den Yüksek Olmalıdır.
4. Alçı
Alçı, Gazbeton Blok Üretiminde Hava Evrim Sürecinin Düzenleyicisidir. Alçının Düzenleyici Etkisi Esas Olarak Sönmemiş Kireç Sindiriminin Geciktirilmesinde ve Bulamaç Yoğunlaşma Hızında Yansır. Alçının Ana Kimyasal Bileşeni CASO4'tür; Alçının Üç Türü Vardır Pazar;Ham Alçı,Anhidrit ve Paris Alçısı.Ayrıca Kimyasal Üretim Prosesinde Atık Alçı da Üretilmektedir.Fosfatlı Gübre Üretiminden Fosfojips,Flor Kimyasalları Üretiminden Florojips,Titanyum Üretiminden Alçı gibi. Dioksit. Bu Alçıların Maliyeti Düşüktür ve Doğal Alçının Yerini Alabilir ve Üretim Maliyetlerini Düşürebilir;
5. Hava Üreten Ajan
AAC Blok, Hafif Gözenekli Bir Yapı Oluşturmak İçin Blokta Gözenekler Oluşturmak İçin Hava Üreten Bir Ajana Sahip Olmalıdır;
6. Köpük Sabitleyici
Hava Üreten Ajan Gazlarından Sonra, İnce Form Duvarı Sayesinde, Betonun Kalitesini Etkileyen Çeşitli Koşulların Müdahalesi Altında Köpüğün Kırılması ve Yok Edilmesi Kolaydır. Bu nedenle Betonun Kalitesine Köpük Stabilizatörü Eklemek Gereklidir. Bulamaç.
Üretim süreci
1): AAC Bloğu İçin Hammaddelerin Depolanması ve Temini
Hammaddeler Otomobillerle Fabrikaya Taşınır ve Sinek(Kum,Taş Tozu) Hammadde Sahasında Konsantre Edilir ve Kullanıldığında Hazneye Taşınır. Torbalı Çimento Veya Dökme Çimento Çimento Deposunda Depolanır. Kullanımda Hazneye Yüklenerek Taşınır. Kimyasallar, Alüminyum Tozu vb. Sırasıyla Kimyasal Depo ve Alüminyum Tozu Deposuna Yerleştirilir ve Kullanıldığında Üretim Atölyesine İletilir.
2) ![]() AAC Blokları İçin Hammaddelerin İşlenmesi
AAC Blokları İçin Hammaddelerin İşlenmesi
Uçucu Kül (veya Kum, Taş Tozu) Elektromanyetik Titreşimli Besleyici ve Bantlı Konveyör Aracılığıyla Bilyalı Değirmene Gönderilir ve Öğütülmüş Uçucu Kül (veya Kum, Taş Tozu), Uçucu Kül Pompası Tarafından Depolama için Bulamaç Tankına Gönderilir.
Kireç, Elektromanyetik Titreşimli Besleyici ve Kırmak İçin Bantlı Konveyör Tarafından Çeneli Kırıcıya Gönderilir. Ezilen Kireç, Kovalı Elevatör Tarafından Kireç Depolama Tankına Taşınır ve Daha Sonra Vidalı Konveyör Tarafından Bilyalı Değirmene Gönderilir. Vidalı Konveyör Ve Kovalı Elevatör Toz Dozaj Tankına Beslenir. Kimyasallar Belirli Oranda Manuel Olarak Ölçüldükten Sonra Belirli Konsantrasyonda Çözelti Yapılarak Depolama Tankına Gönderilir.
Alüminyum Tozu, Alüminyum Tozu Deposundan Üretim Atölyesine Taşınır ve Elektrikli Vinçle Dozajlama Binasının İkinci Katına Kaldırılır. Kantitatif Olarak Su Eklemek İçin Miksere Dökülür ve Alüminyum Tozu Süspansiyonuna Karıştırılır.
3) : Bulamaç Karıştırma ve Gazbeton Bloklarının Dökülmesi;
Kireç ve Çimento Kümülatif Ölçüm İçin Toz Dozaj Tankı Altındaki Helezon Konveyörle Sıralı Olarak Otomatik Tartım Terazisine Gönderilir. Dökme Mikserine Malzemelerin Eşit Şekilde Eklenmesi İçin Terazinin Altında Helezon Konveyör Bulunmaktadır.
Uçucu Kül (Veya Kum, Taş Tozu) ve Atık Bulamaç Ölçüm İçin Ölçme Silindirine Konur. Çeşitli Malzemeler Ölçüldükten Sonra Kalıp Yerindedir ve Bulamaç Karıştırılabilir. Bulamaç Proses Gereksinimlerini Karşılamalıdır (Yaklaşık 45) °C) Dökmeden Önce. Sıcaklık Yeterli Değilse, Bulamaç Ölçüm Tankında Otoklav Isıtma Yapılabilir ve Malzemeler Dökülmeden 0,5-1 Dakika Önce Alüminyum Tozu Süspansiyonu Eklenebilir;
4) :AAC Blok Ön Kürleme ve Kesme
Döküldükten sonra, Kalıp Kutusu, Gazlaştırma ve İlk Ayarlama İçin Bir Konveyör Zinciri Tarafından İlk Kürleme Odasına İtilir. Oda Sıcaklığı 50 ~ 70 ° C'dir ve İlk Kürleşme Süresi 1,5-2 Saattir (Uygun Coğrafi Koşullara Göre, Bu İşlem Ortadan Kaldırılabilir). Kalıp Çerçevesini ve Islak Blok Gövdesini Otoklav Arabasının Alt Plakasının Önceden Yerleştirildiği Kesim Masasına Kaldırmak İçin Negatif Basınçlı Bir Vinç Kullanın. Kalıp Çerçevesini Çıkarın. Kesim Makinesi Çapraz Kesimler , Boyuna Keser ve Islak Bloğu Frezeler.Kalıp Çerçevesi Temizlenmesi ve Yağdan Arındırılması İçin Tekrar Kalıp Kamyonuna Kaldırılır ve Bir Sonraki Döküm İçin Kalıp Arabasına Kaldırılır. Kesilen Blok Gövdesi ve Otoklavın Alt Plakası Otoklav Arabası Üzerine Vinçle Kaldırılarak Yerleştirilir. İki Kat. Katlar Arasında Dört Destek Vardır ve Birkaç Otoklav Arabası Bir Arada Gruplandırılmıştır.
Kesim Sırasında Oluşan Islak Blok Gövdenin Kenar ve Köşelerindeki Atık Malzemeler Helezon Konveyör İle Kesim Makinasının Yanındaki Atık Bulamaç Karıştırıcıya Gönderilir ve Batch'te Kullanılmak Üzere Atık Bulamaç Oluşturmak İçin Su Eklenir.
5) : Otoklavlanmış AAC Bloğu ve Bitmiş Ürün.
Gövde Otoklavın Önündeki Park Hattına Montajlandıktan Sonra, Otoklavdan Dışarı Çıkan Otoklav Kapısını Açın, Önce Otoklavdaki Bitmiş Otoklav Arabasını Bir Vinçle Dışarı Çekin ve Daha Sonra Otoklavlanmak İçin Otoklav Arabasını Çekin Otoklavın İçinde Vinçle Otoklav Bakımı Yapılır. Otoklav Arabasındaki Bitmiş Ürünler Köprü Vinçle Bitmiş Ürün Deposuna Kaldırılır ve Daha Sonra Bir Forklift Aracıyla Bitmiş Ürün Sahasına Taşınır. Boş Otoklav Arabası Ve Alt Kısmı Otoklavın Çalışan Plakası Taşıyıcı Dönüş Hattına Kaldırılır ve İstifleyici Temizlendikten Sonra Bir Vinçle Geri Çekilir. Sonraki Döngüye Geçin.
Üretim Ekipmanları Gösterisi
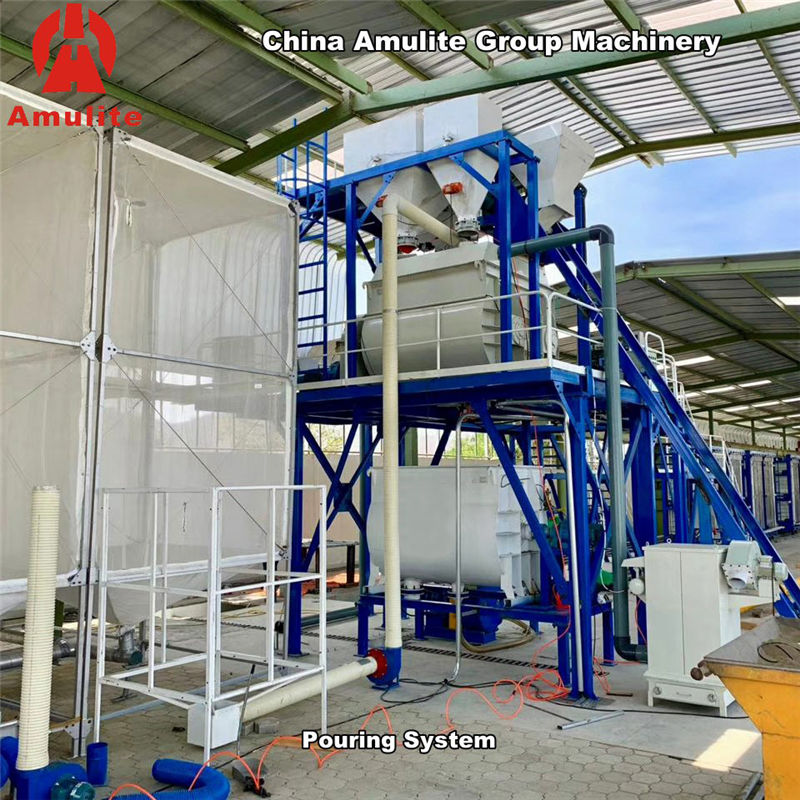
1):Malzeme Öğütme ve Bulamaç Yapımı Bölümü
| Geleneksel Bulamaç Yoğunluk Kontrolü Süreci Sıkı Değildir. Protoplazmanın Yoğunluğu Çoğunlukla Yapay Ölçüm Yoluyla Yapılır. Hata Daha Büyüktür. Dolaşımdaki Plazma Temelinin Yoğunluğu Tecrübeye Dayalı Kontrol İçin Kullanılır. Yani Yüksek Kaliteli Düşük Hacimli Ürünlerin Üretiminde .Nitelikli Oran ve Ürün Kalitesi İdeal Değildir. En Son Boru Hattı Ölçüm Yöntemi Kullanılarak Amulit Yoğunluğu Aşağıdaki Avantajlara Sahiptir1. Bulamaç, Tank ve Yoğunluk Ölçer arasında Dolaştırılır, Bulamaç Yoğunluk Verileri, Gerçek Kireçte Yoğunluk Boru Hattı ile Ölçülür ve Merkezi Kontrol Odasına Geri Bildirim Yapılır. Bilyalı Değirmenin Hamuru ve Dolumun Su Oranını Ayarlamak İçin Bulamaç Tankının Gerçek Zamanlı Yoğunluğun Sürekli Düzeltilmesi Amacına Ulaşıldı:2. Yoğunluk Borusu Tüm Bulamacın Konsantrasyonunu Ölçecektir. Doğruluğu hatasız olarak ölçecektir. Ve Bir Sonraki Ölçümün Doğruluğunu Sağlamak İçin Vardiyadan Sonra Tüm Boruyu Yıkayacaktır. |  | |||
 | ||||
| Uçucu Kül Bulamaç Yapma Makinesi | Bulamaç Depolama Mikseri | Malzeme Ölçeği | Dökme Sistemi | |
| 2): Ciro ve Kesim Bölümü | ||||
 Amulite Kesme Makinasının Ana Özellikleri1): Basit Yapılı, Kurulumu ve Bakımı Kolay;2) :Yere Sabitlenmiş, Planet Dişli Redüktörle Tahrikli, Dikey Kesim Yapılırken Eksantrik ve Salınımlı Kesim Yaparak Kesim Verimliliğini Artırır. Kesim Ebatını Değiştirmeyi Daha Kolay Hale Getirir. Amulite Kesme Makinasının Ana Özellikleri1): Basit Yapılı, Kurulumu ve Bakımı Kolay;2) :Yere Sabitlenmiş, Planet Dişli Redüktörle Tahrikli, Dikey Kesim Yapılırken Eksantrik ve Salınımlı Kesim Yaparak Kesim Verimliliğini Artırır. Kesim Ebatını Değiştirmeyi Daha Kolay Hale Getirir. 3): Alman Teknolojisini Emici, Eklenen Vakum Aspiratörü, Bu Kesme Makinesi, Bitmiş Blokların Herhangi Bir Parçasını Tahrip Etmeden Yukarıdaki Atık Malzemelerden Kolayca Kurtulabilir ve Ürünlerin Geçiş Hızını Garanti Eder; 4) :Bütün Bloğun 6 Taraflı Kesimi İle Ürün Geçiş Oranı Artırılır, Çünkü Bitmiş Ürünün Kalitesi Artık Kalıp Değişiminden Etkilenmez. 5) : Bitmiş Blokların Yüzeyinin Yüksek Pürüzlülüğü Bina İşletmesi ve İnşaatı İçin Uygundur. 6) :Konumlandırma Sayısal Kontrol Teknolojisini Benimseyen Bu Makine, Tornalama, Taşıma, Kesme ve Taşıma İşlemlerinde Sarsıntıyı Azaltır. Ayrıca Ürün Geçiş Hızını Artırmak İçin Müşterinin İsteği Üzerine PLC Kontrol Sistemine Yükseltilebilir. | ||||
 | ||||
| Hidrolik Frekans Dönüştürme Ciro Vinci | Yatay Kesim Makinası | |||
| 1) :Hidrolik Frekans Dönüştürme Ciro Vinci, Bloklu Kalıp Kutusunu 90 Derece Devirde Döndürür, Frekans Dönüştürme Bloğunun Üzerine Yerleştirerek Sürükleme Arabası ve Kalıptan Çıkarma İşlerini İşleme;2) :Frekans Dönüştürme Blok Sürükleme Arabası, Bloğu Kesilecek Kesim Makinesine Sürükler. Devir Vinci, Kalıp Kutusunu ve Paletleri Yeniden Kullanıma Hazırlamak İçin Yeniden Düzenler, Temizler ve Parlatır. | Ciro Vinci, Kalıbı 90 Derece Döndürür, Kalıptan Çıkarır ve Tüm Bloğu ve Alt Plakayı Blok Sürükleme Arabasına Koyar. Blok Sürükleme Arabası, Tüm Bloğu Kesme Makinesine Alır ve Yatay Kesimi Bitirir, Tüm Bloğu İki Taraftan Soyar ve Ayırır. Atık Malzemeler. | |||
   | ||||
| 3): Alt Atık Malzemeyi Kaldırmak İçin Devir Vinci | ||||||||||
 | Bu Cihaz, Müşterilerimizin Alt Malzeme Atığı Sorununu Tamamen Çözmelerine Yardımcı Olmak İçin Amulite Grubu Tarafından Kendi Tarafından Geliştirilmiştir.Bu Cihaz Devir Platformu ve Vinç İçerir, Üst ve Alt Atık Malzemeyi Çıkarabilir. Bu Vinç Aynı zamanda Yarı Ürün Taşıma Vinci Olarak da Olabilir. | |||||||||
| Otoklav Öncesi Taşıma Vinci | Taban plakası | Otoklav Arabası | ||||||||
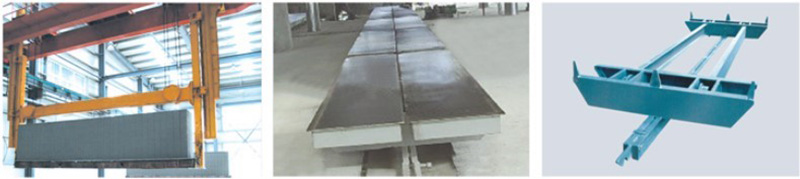 | ||||||||||
| Kesimden Sonra, Taşıma Vinci, Otoklava Girmek İçin Otoklav Arabasına Bloğu Taşır. Bu Cihaz Basit Yapıya, Kararlı Çalışmaya, Kaliteli Ve Bakımı Kolaydır. | Amulite Grup Tarafından Tasarlanan Taban Plakası Yan Plaka da Olabilir, Otoklavdan Çıkıncaya Kadar Değiştirmeye Gerek Yok. Manganlı Çelikten Yapılmış olup Yüksek Sıcaklık ve Basınç Altında Deformasyona uğramaz. | Kaliteli Profil Çeliğinden Oluşur ve Basit Bir Yapıya Sahiptir. Otokalvede Yüksek Sıcaklık ve Yüksek Basınçlı Otokalve Kürleme Ortamında Yapışmaz ve Bozulma Olmaz. Vinç, Islak Bloğu Otokalve Kürleme Arabası Üzerine ve Otoklav Olmak Üzere Otoklavın İçine Koyar. Bitmiş Bloklar Kaldırılana Kadar Korunur; | ||||||||
| 4): Bitmiş Ürün Taşıma Ekipmanları | ||||||||||
 | Genellikle Otoklavlanmış Bloklar ve Plakalar Bazen Yapışmalara Sahip Olacaktır. Ayırma Makinesi, Geleneksel Ayırma Makinesinin ve Bitmiş Ürün Taşıyıcısının İşlevini Bütünleştiren Bloklara Herhangi Bir Zarar Vermeden Yapışma Bloklarını Ayırmayı Tamamlayacaktır. Her Ayıran El Bağımsız Olarak Kontrol Edilir, Blok ve Panellerin Aynı Kalıp Üzerinde Ayrılması Problemini Çözdü; Ekipman Verimli ve Hassas Bir İşleme Gerçekleştirerek Genel Maliyeti Düşürürken Aynı Anda Kalite Oranını Sağladı. | |||||||||
| Taşıma ve Paketleme Hattı | ||||||||||
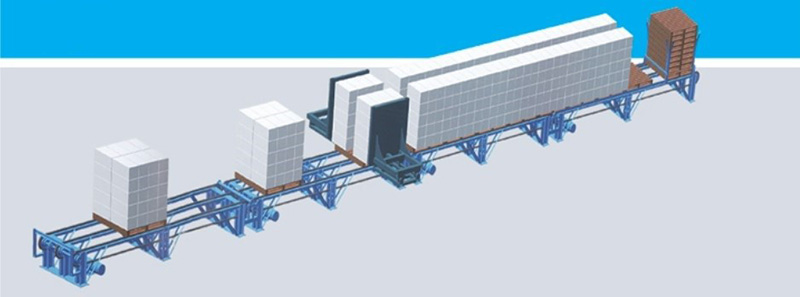 | ||||||||||
| Bu Sistem Hattı, Esas olarak Bitmiş AAC Blokları için Tasarlanmış Ahşap Paletler İçin Taşıma ve Paketleme Hattını İçerir. Tüm Kalıp Ürünleri, Daha Fazla Dağıtım ve Paketleme için Bitmiş Ürünler İçin Sıkıştırma Cihazı Aracılığıyla Tek Seferde Ahşap Palet Üzerine Taşınacaktır. Bu Hat.Bu Makine Bilgisayar Kontrolünde Otomatik Dağıtım, Taşıma Sırasında Hassas Konumlandırma ve Yüklenen Ahşap Paletin Otomatik Olarak Ayrılması Gibi Özelliklere Sahiptir Bu Durumda Paketleme ve Sevkiyata Uygundur. | ||||||||||
| 5):Daha Fazla Makine Gösterisi | ||||||||||
 Bitmiş Ürünler Kelepçe Bitmiş Ürünler Kelepçe |  Döner Kelepçe Döner Kelepçe | |||||||||
 | ||||||||||
| Panellere Özel Vinç | Fiş Makinası | Açık Slot Makinesi | ||||||||
 | ||||||||||
| Bilyalı değirmen | Çene kırıcı | Otoklav | Kazan | |||||||
 | ||||||||||
"Önce müşteri, önce yüksek kalite"yi aklımızda tutarak, işi müşterilerimizle yakın bir şekilde yapıyoruz ve onlara Fabrika yapımı için verimli ve yetenekli tedarikçiler sağlıyoruz. Çin Qt12-15 Yüksek Üretim Çimento Beton Sıcak Satış İçi Boş Katı Uçucu Kül AAC Blok Tuğla Üretim Hattı , Hem yabancı hem de yerli iş ortaklarımızı içtenlikle karşılıyoruz ve yakın gelecekte sizinle çalışmayı umuyoruz!
Fabrika yapımıÇin Blok Yapma Makinesi, Blok Makinası, 9 yılı aşkın tecrübemiz ve deneyimli ekibimizle ürünlerimizi dünyanın her yerindeki birçok ülke ve bölgeye ihraç ettik.Dünyanın her yerinden müşterilerimizi, iş derneklerini ve dostlarımızı bizimle iletişime geçmeye ve karşılıklı yararlar için işbirliği aramaya davet ediyoruz.